欢迎访问重庆崧高智能科技有限公司官方网站!

免费咨询热线
151-2339-9476

电 话:15123399476
邮 箱:daihua08@163.com
网 址:www.songul.cn
地 址:重庆市沙坪坝区西永学城大道62-1号7楼
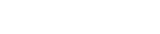
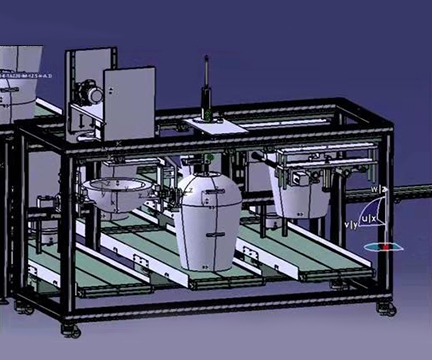
常用的非标准自动化设备组装调试技巧:
包括非标准自动化设备在内的任何机械的基本调试技能都是“水平、垂直、同心”。首先,无论调试什么产品,都要了解其特点和客户的技术要求。这里有一些常见的调试技巧。
了解产品特性(包括外观、尺寸、公差、结构、工艺等)。.
2)擦拭零件(包括标准零件和非标机加工零件),挑出核心零件,从核心零件开始组装调试。在组装过程中,应检查和测量安装零件的精度,以确保水平、垂直和同心度。
对单缸的推拉或升降部分,应确保拉到位,推到位,不得有异常阻力。
保证旋转部分的平衡、垂直度和同心度。从而达到摆臂和分度的准确度。
5)有销钉孔和卡槽的销钉和卡槽应擦拭干净,选择合适的销钉(销钉材料硬度在58度以上)进行定位,销钉应单面紧密配合,便于拆装;为保证二次装配时的精度,应将夹槽的精度控制在0.02以内,内部应抛光,防止产品被划伤和划伤。
6)送料部分的送料通道大部分由产品决定,公差带在0.1左右,可以保证产品在送料通道内顺利通过。0.2*30度是流道零件进给方向和连接位置的标准,具体情况视产品而定。前炉
7)组装螺杆和滑轨时,要特别注意螺母和滑轨,不要从螺杆和滑轨中滑出,以免滚珠脱落导致产品报废或影响精度。组装前,应确保零件的平行度、垂直度和同心度。从而避免不合格零件在组装过程中因螺杆和滑轨的固定变形而报废。
8)在不影响生产效率的情况下,阀门速度调节阀门的速度应该是刚刚运输产品的状态。如果阀门速度太快,会振动或晃动产品;太慢会降低生产效率。(注意,我们通常使用排气节流阀)
9)常见部件的调整和故障排除A)磁开关(通常称为感应器),气缸感应分为前后感应。前感将前感推向气缸前端,气缸行程也应在前端。此时传感器应关闭,将传感器从前端向后推至刚刚亮起。工作地点差价调整数的方法与上述相同。b)根据不同的品牌规格调整光纤。操作不同但原理相同。请注意反射光纤与对向光纤的区别。
10)振动板、直接振动板和直接振动分为两部分:振动部分和控制部分。振动部分主要是振动磁铁,控制部分是振动控制器,包括电源开关按钮和电压频率按钮。如果振动频率过高,产品会振动或回退;振动太小,产品会移动或不移动。如果振动频率和电压调整到大,振动板或直接振动仍有轻微晃动。检查电磁铁或钢板之间的间隙是否松动或断裂。电磁铁之间合适的间隙是0.5-1毫米。请根据情况调整以上是一些简单的调试技巧。
手机:151-2339-9476
邮箱:daihua08@163.com
网址:www.songul.cn
地址:重庆市沙坪坝区西永学城大道62-1号7楼
重庆崧高智能科技有限公司
致力于自动化设备研发、生产、销售、服务为一体的厂家
声明:本站部分内容图片来源于互联网,如有
侵权联系管理员删除,谢谢!





 渝公网安备 50009802001550号
渝公网安备 50009802001550号